第3章。
制造蓄电池。
为了提供所需要的汽油汽车的电池数量很大,大公司已经形成。 每家公司都有它不会透露给公众的特殊和秘密的过程。 只有少数几家公司,然而,供应的电池在任何数量可观,绝大多数汽车的供给由不超过五六个厂家生产的电池。 这极大地降低了可能的不同的设计中一般使用今天的数目。设计和电池的尺寸有很大的不同,但总的结构是相似的。 制造商的特殊过程是没有特别感兴趣的修理工,只有一般描述将在这里给出。
一个出发和照明电池由以下主要部分组成:
两个一般类型的电池板,福雷和普兰特的福雷,或粘贴型的,普遍适用于汽车。 在粘贴板的制造有几个步骤,我们将描述在其被执行的顺序。
铸造的网格的网格是在板的骨架。 它执行和传导电流的相配套的机械强度弱的活性物质的双重功能。 它是由铅锑合金,该合金被熔化并倒入模子中。 纯铅太软而被电解液很容易受到攻击,和锑中添加,得到刚性和耐电解液中的细胞的操作。 用锑量在不同品牌不同,但平均大概8〜10%。
铸造过程中需要相当的技巧,金属的合适的组合物和两个金属的温度和模具在确保完美的网格是非常重要的,这是无气孔,并且具有均匀的结构和组成。 在每个模具同时投两个网格的一些制造商,在两个板被接合到彼此沿底边。
修剪的网格,当铸件已经冷却,它们从模具中取出,并通过一则新闻或修剪机,它剪掉铸件浇口和粗糙的边缘。 电网都获得了严格的检测,那些有皱缩或肋骨缺失或被拒绝等缺陷。 网格现在准备粘贴。

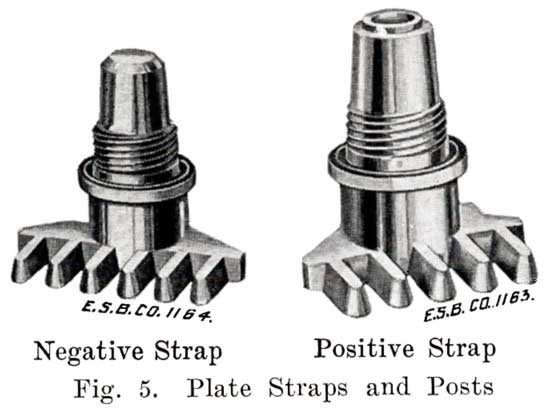
图。 图4显示了网格准备粘贴。 在一个上角挑着沉重的导电片,携带的带子,图的电流。 5,在其中,当电池被组装凸耳被烧毁。 肩带设有岗位,其中小区间的连接器和端子连接器连接。 该网格的垂直肋条通过板延伸,提供了机械强度和导电性,而小的水平肋的表面和在相对表面的交错关系。 两个外框架和垂直肋靠近凸耳,其中电流的最大量必须进行加固。肋的矩形排列,如图所示。 4,是最一般使用的,虽然也有其他安排,例如费城“钻石”网格,其中,肋形成锐角,使金刚石形开口,如图所示。 6。
粘贴有许多公式为膏,这是后来转变成活性物质,并且每个使用它视为商业秘密的制造商。 所有的基础,然而,氧化铅,或红铅(Pb 3 O 4),一氧化铅(PbO的),或两者,制成膏状物,用液体,例如稀硫酸的混合物。 氧化物混合使用的液体的目的是要形成的用于施加到网格适当稠度的糊,并且在同一时间引入结合,或固化剂,将得到的孔隙度,并且其适当的量将结合在一起的活性物质,特别是在正极板。 红铅通常占主导地位的正极膏,和一氧化铅在负的,因为这样的组合需要最少的能量在形成氧化物的活性物质。
铅在制备其中被施加到栅极的糊剂中使用的氧化物粉末,并且在其干燥状态下不能被施加到栅极,因为它们会掉出来。 与液体,使成糊状混合它们给了他们更大的连贯性,使他们能够被应用到网格。 硫酸使该氧化物在所需糊状状态,但具有使化学作用要发生这改变了氧化物的相当大的部分,以硫酸铅的缺点,它的存在使得糊剂僵硬,不可能施加到栅极。 当酸被使用,因此,有必要快速地工作后的氧化物与硫酸形成的膏混合。除铅氧化物,浆料可含有一些结合物质,如铵或硫酸镁,从而容易在活性物质的颗粒结合在一起。 用于底片的糊剂可以包含灯黑,得到孔隙度。
施加的粘贴。后氧化物混合,它们被施加到栅极的糊料。 这样做或用手工或用机器在手糊工艺中,浆料从网格的每一个面施加一个木制桨或镘刀的装置,并且被平滑过冲与电网的肋的表面上。 这项工作是为了使焊膏可能不会变硬应用才迅速完成。
USL板粘贴在施加浆料到电网,使其经受在同一时间向彻底迫使它进入电网,并且它包在黑压压的压力的机器。
干燥的糊状物 。新鲜粘贴板现在允许在空气中晾干,或用空气吹过他们被干燥。 在任何情况下,糊剂设置为硬质,在这种条件下的糊剂附着牢固的网格。 所述板然后可以不脱离电网损失膏的处理。

形成,接下来的步骤是改变氧化物的膏到活性材料,使电池工作。 这就是所谓的“形成”,是真的没什么,但长时间的充电,需要好几天。 在一些工厂将板装在坦克,正极和负极板交替作为一个单元。 正片都连接在一起的一组,而在另一个的底片,并通过同样的电池充电电流通过。 在其他厂家的肯定和否定中形成不同的坦克对抗“虚拟”的电极。该电流通过慢慢改变氧化铅和硫酸铅的混合物,形成的引线棕色过氧化物( 二氧化铅),在正极板和负极灰色海绵状金属铅。 形成由过氧化铅和海绵状铅对正负极板的电流分别会发生,如果两个糊剂的组成是相同的。 对正极和负极板在糊组合物中的差异是用于固定的孔隙度和物理条件最适合每个的性质的目的。
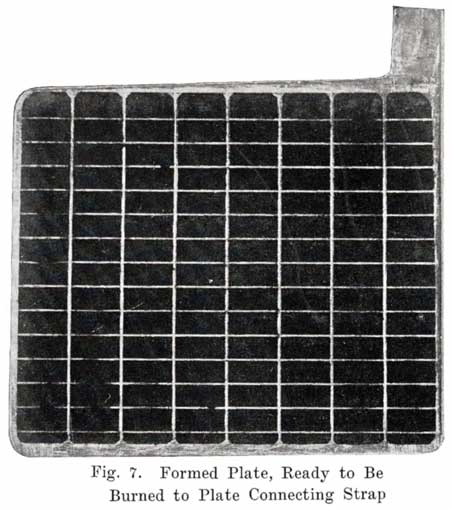
当成形处理完成后,将板洗涤并干燥,然后准备在电池中使用。 如果两个板块的电网已经投起来,因为是由一些厂家做的,这些都是现在分割,以及耳切到适当的高度。 接下来的步骤是将滚动,或按底片它们从成形浴中取出后,以使负糊,这已成为粗糙由该成形过程中,与网格的肋的表面齐平期间发生冲气。 硫酸盐的足量的留在板的活性物质结合在一起。 如果没有这个硫酸盐正极铅膏,简直是粉末和干燥时会掉出来一样干法除尘的网格。 图。 7显示了一个形成板准备要焚烧的表带。
在这两个的起动和照明用电池,制成特殊处理的木材的分离在很大程度上使用。 参见图 8,维拉德公司已采用由橡胶织物由数千棉的线程,每个线程即只要该分离器是无环厚的绝缘体。 电解质是通过这些线程进行从分离器的一侧到另一通过毛细作用,这些线程投保电解质的迅速扩散这是必要的,这是进行在起动所需的重放电电流的电池的巨大数量。在用于照明或点火电池,也使用橡胶片,其中众多的孔已钻,这些漏洞允许扩散到发生足够迅速地圆满完成所要求的服务,因为所涉及的电流比在起动电机服务小得多。
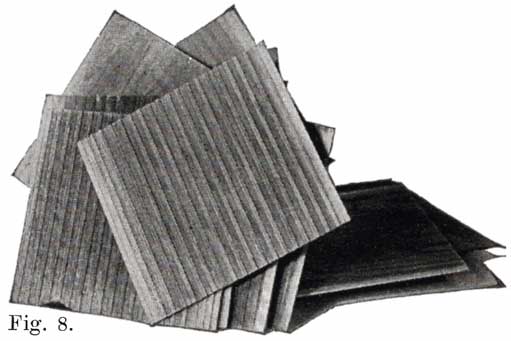
图。 8。的准备木制Seperators随时可以把正负极板之间的桩以形成完整的元素。 |
对于木隔板,多孔的木材,如端口奥佛雪松,椴木,柏树,雪松或使用。 其他木材如红木,樱桃也可使用。 这个问题经常有人问“这木头是最好的分隔符?” 这是很难回答,因为处理木材的方法是一样重要的是那种木头。 木材的隔板被切成正确的厚度的钢带。 这些条带通过一个开槽机,其切割的凹槽一侧上,留下另一侧光滑。 该带是下一个被锯到正确的尺寸,并且然后在一个温暖的碱性溶液中煮沸约24小时,以中和任何的有机酸,如乙酸,其中木材天然含有。 这种酸会导致不理想的电池作用而损坏电池。
一些电池使用一个双分离器,其中一种是木分离器,而另一个则是由硬质橡胶含有许多微细孔的薄板材。 该橡胶片材被放置在正极板和木隔板之间。 在使用辅助橡胶隔板的最新发展是飞歌开槽保持器,它被放置在费城钻石格电池隔板与阳性之间。 有些埃克塞德电池也使用开槽橡胶分隔符。 飞歌开槽保持器由一薄的,如图开槽硬质橡胶片构成。 9,保持器的目的是为了保持正极活性材料的地方,并防止这通常发生脱落。 在保持槽是如此之多,它们允许电解质的自由通道,但是每个槽是由很窄的,以便保持该活性材料在平板上。
没有必要在这里说一下电解质,因为一个完整的描述在其他地方给出。 请参阅第222页。收到浓缩形式的电池制造商酸。 其比重为1.835,然后。 常用的酸是由“接触”的过程,其中二氧化硫氧化成三氧化硫,然后,通过加入水制成,变更为硫酸。 在浓酸是用蒸馏水稀释到适当的比重。
其中包含极板,隔板,电解液和对罐子做了一个艰难,硬质橡胶化合物。 它们是由在模制过程要么制成,或由-包装片材绕金属芯轴橡胶化合物。 在这两种情况下的jar随后在适当的温度仔细加热硫化。电池制造商不这样做,作为一项规则,使自己的广口瓶,但它们由橡胶公司谁给坛子里的高电压测试,以检测任何瑕疵,漏洞,或破裂,随后将导致泄漏制成。 该罐与电池制造商的工厂收到可供使用。
穿过罐子的底部有一些硬肋,它们向上延伸到罐,以便提供对所述板的主要支撑,并同时形成在其中的沉淀物从来自脱落的活性物质而造成的板下面的几幅板块积累。
电池的任何部分是比硬橡胶电池盖更大的重要性,从修理工的观点,以及制造商。 修理工关注主要是与密封电池的方法,他的工作的任何部分需要比上封面的工作更大的技能。 制造商已经开发了特殊的结构,其目的是设计出盖,以促进气体的逸出而聚集在细胞中的上半部分充电过程中,以提供膨胀空间的电解质的,因为它成为温水,以简化检查并用纯净水灌装,使防漏接头盖与罐之间以及盖,并通过它的项目的首席岗位之间,并简化维修过程中的工作。单和双封面。现代类型的电池具有一个单件的盖子,其边缘在其中制成,以便形成一个槽或通道与罐子的内侧,在其中注入密封剂,从而形成防漏接头。 这种结构被示出。 在埃克德,图 1.5; 灶神星图。 264; 费城钻石网格,图 256; USL,图 11和244; 和PREST-0-精简版,图 247,电池。 EXIDE电池也用双法兰盖制成,其中,所述罐的顶部的两个凸缘之间配合。 在单罩,用于相对较小的量的密封化合物和维修工作大大简化。
在永备电池,图 262,化合物浇在整个盖而不是周围的边缘。 这种方法需要相当长的密封化合物。
采用双盖是不是因为它是几年前常见。 这种结构使得使用两个平片的硬质橡胶。 在这样的电池使用了相当数量的密封化合物。 这种化合物被浇下盖密封电池,顶盖服务来掩盖化合物和振奋的职位上。 图。 10说明了这种结构。
密封围绕帖子。许多品种显示在用于固定岗位与盖之间的防漏接头的方法。 几种方法被使用。 其中的一个用密封剂,使一个紧密的连接。 另一个已经导致它们拧成封面或模压在盖衬套,衬套正与岗位和细胞连接在一起烧掉。 另一种方法,有一个螺纹柱,并使用铅合金螺母用橡皮垫圈,使一个紧密的连接。 还有另一种方法强制带头领跌逾一职,并按下盖朝下放置在柔软的橡胶垫圈。使用密封剂。部分其中使用密封剂,以使所述盖和所述柱之间的紧密联合的电池具有一个硬质橡胶衬套收缩在后。 这种结构被用在古尔德电池,如图所示。 10,和 - 在老威拉德双盖电池。 橡胶衬套开槽水平增加的密封表面的长度。
使用密封剂周围的其他职位电池有凹槽或直接在后切“衬裙”,并有完善各地到其中的密封剂注入该职位。 这是在旧的费城钻石格电池中使用的结构,如图所示。 254。使用铅衬套。USL的电池具有将其直接成型为盖,如图所示的带凸缘的导线套管。 11,在组装电池时,盖被放置在后,细胞连接被夷为员额和衬套。
在较旧型的USL电池套管被搞砸了通过盖,然后刻录到岗位和电池接头。一个旧型PREST-O-精简版的电池使用哪个搞砸了通过盖类似于USL电池铅衬套。 图。 12说明了这种结构。 该SJWN和SJRN威拉德电池中使用的引线插入。 参见424页。
现代灶神星的电池使用柔软的橡胶垫圈的掩护下,并迫使铅领过职,这推盖倒在垫片。 领头的衣领和后“冻结”起来,。 您的耐酸关节。 请参阅第413页。西屋电池使用三部分组成的密封铅垫圈这是放置在后,一个U型,软胶垫片被安置后与盖之间,以及锥形铅套,推压垫圈对岗位和盖子。 参见417页。
指定为类型WHN,RHN,BHN和JFN 的PREST-O-精简版喷丸后密封。所有PREST-O-精简版的电池,有一个成型的盖是直接锁定到岗位。 这是通过强制的铅固体环从柱的部分分解成在盖顶倒角完成。 这种结构示于图。 247。电池采用密封螺母的埃克塞德电池有螺纹的职位。 橡胶垫片放置的掩护下上后肩。 螺母,然后推掉后,迫使盖垫圈。 这种结构示于图。 239。泰坦电池采用了有些类似的密封,如图所示。 293。
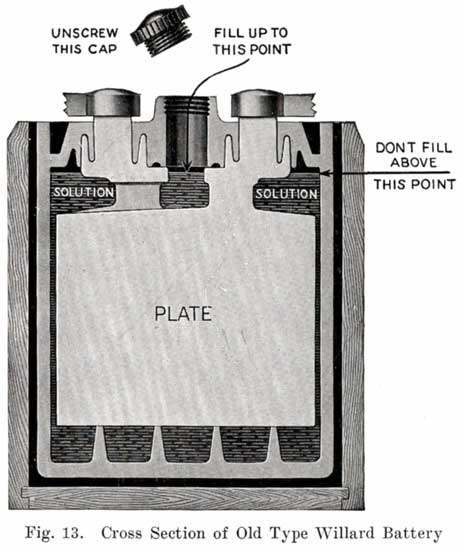
一些旧维拉德电池具有在下,侧盖的倒角或槽。 职位有铅,其中适合放置到基座环。 凹槽中的盖,以使一个紧密的连接。 这示于图 13,以后维拉德结构中,使用一个橡胶垫圈密封件和引线罩插入件,示于图。 278和287。
灌装管或通风管施工,不少设计已经开发的灌装建设或通风管。 在双重盖,所述管是有时被拧入下盖的分开部分。 在使用双盖其他电池,该管是盖的一个组成部分,如图所示。 10,在所有的单套,该管被模制一体的盖子。
几个设备已经发展到使得不可能过满电池。 这已经在旧型号的电池进行了USL和埃克塞德公司,其结构被描述如下:在旧USL的电池,一个小的辅助通风管中钻出,如图所示。 14,当填充更换蒸发,这个通风管可以防止满溢。
手指被放置在图中所示的辅助排气管。 14,然后将水倾倒在通过填充或排出管。 当水到达管底,囚禁在膨胀室中的空气不再能逃脱。 因此水可以没有更高的上涨在这个会议厅,而只是填补了管子。 加入水,直到它到达该管的顶部。 手指然后,从排气管取出。 这允许空气从膨胀室逸出。 因此,将水倒在灌装或通风管,并在膨胀室小幅上涨。 该结构使得它不可能过满的电池,只要手指保持在该通气孔的指示。
图15显示了非洪水通风,并在旧型Exide公司使用的电池充插头,并且在本类型LXRV。 新埃克德盖,其中不使用非广播功能,也同时显示。 旧建筑描述如下:
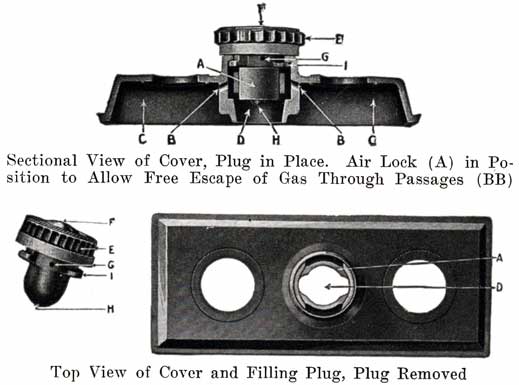
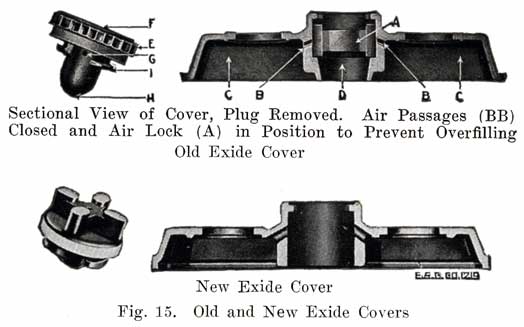
从通风和充填塞的插图,可以看出,它们同时提供一通气塞(通风口F,G,H),和一个自动装置,用于溢出和洪水的预防。 这可以被放入电池的水的量被限制为需要更换被蒸发掉的精确量。 这是由硬质橡胶阀(A)的电池盖内,并与该孔塞(E)的顶部啮合来实现的,如图中的插图。 除去塞子(E)的作用,把这个阀(A),关闭空气通道(BB),并形成一密封腔室(C)中的单元格的顶部。 当水被注入,它不能在这个空气空间(C)上升,从而完全填充的单元格。 只要适当的水平达到时,水上升,在填充管(D),并给出一个正指示足够的水已经被添加。 但是,应该填充未完待续,多余的将是纯净水而已,不耐酸。 关于更换插头(E),阀(A)会自动打开,打开空气通道(BB),离开气室(C)适用于溶液中,当电池工作时发生的膨胀。通常的填充或排出管就是如此,它的下端表示电解质上面的板的正确水平,在加水时,电解质的电平被提升至所述填充管的底部。 通过查看下入管,它可以当电解质到达管底部可以看到。
排气塞,或上限。排气塞或帽,收上来的填充或通风口的盖子管。 它们是由硬质橡胶,和任一拧入或通过管,或通过完整或部分又被拧紧时,由于是在埃克德电池完成。 在瓶盖小孔这是这样安排的,电池内产生的气体可能会逃跑,但酸喷雾不能穿过这些孔。 这是极为重要的是在排气帽上的孔保持打开,以允许气体逸出。
木箱中,细胞被置于通常由窑干白橡木或硬枫木。 木材是仔细检查,所有作品都将被拒绝是天气核对,或含有虫孔或海里。 木材被锯成 - 各种厚度,然后切成适当的长度和宽度。 木材是通过削减在燕尾,把舌头底部的关节,邮票上的零件号,钻孔的螺钉或螺栓固定手柄,切槽的密封胶等其他机器通过的几件进行组装和粘在一起。 收尾,然后穿上,这些由切割的情况下,以适当的高度,sandpapering的框,然后等的情况下进行检查,并准备要涂的。甲的情况下建造更多最近的发展是一个单件式硬橡胶的情况下,在该罐和壳体都制成单件,所述细胞区室由它们形成的情况下的一个组成部分的橡胶隔板而形成。 这种结构被用在几个品牌的电台“A”的电池,并在启动电池有一定关系。
沥青漆一般用于木制的情况下,底部和顶部报错3,外套,和两侧,2。 油漆涂层的数目不同,当然,在不同的工厂。 该句柄然后把由机械和的情况下,图。 16,完成,并准备组装。在组装电池的第一个步骤是将燃烧的正极和负极板,以它们各自的条带,图 5,形成了正,负“ 基团 ,”图。 2,这是通过设置一组板和吊带在一个合适的机架,持有它们牢固地固定在适当的位置,然后一起熔化的板凸耳与所述带的一部分引入它们适合用热火焰顶端做。
正和负组正在一起下滑及隔板插入。 木隔板的带槽侧放置朝向正极板和当穿孔的橡胶片材被用于这些正极和木隔板之间去。 装配有隔板 的正和负的“组”构成的“ 元素 ”,图 3。
之前的元素被放置在它们被仔细检查,以确保没有分离已经离开了的罐子。 为了这个目的,“埃克塞德”分子受到电测试,摇铃,如果分隔符丢失,这已被发现不是信任一个人的眼睛更万无一失。
在某些电池,如埃克德,维斯塔和PREST-O-精简版的电池,盖子被放置在元件上,并作出快速前的元件放置在罐子。 在其它的电池,如USL和费城的电池,盖子被放置在后的元素被放置在罐子。
之后,该元素是在位置罐子和盖子,密封剂是热的应用,使瓶子和盖子之间的防漏接头。
现在已完成的细胞被组装在壳体和电池连接器,图。 17,烧在背带上的帖子。 填充电解液后电池已准备好接收它的“初始费用”,这可能需要从一天到一个星期。 低充电速率时,由于在板组装时通常是在硫酸化的条件。 的比重提升至约1.280这个充电过程。 一些制造商现在给电池短高倍率放电试验(见266页),透露任何缺陷,只是送他们之前给出最后的冲锋。 电池往往是“ 循环 ”组装后,这包括在放电和充电电池数次把活性物质在最佳的工作状态。 如果电池被运“湿”,他们已经准备好了最后的冲锋和检查后出货。 这是运“干”电池需要有对他们更多的工作。
有“干”发送3的一般方法,第一种方法包括发送的情况下,板,罩,隔板等,另外,与将它们组装在服务站。 有时,这些部件都放置在一起,如在成品电池,但没有隔板,盖没有被密封,或者连接器和端子焊接到职位。 这是一种“ 击倒 ”状态。 所用的板首个完全充电和干燥。第二种方法是由一种装配电池完全与板,隔板和电解液,电池充电,倒出电解液,用蒸馏水漂洗,倾泻出的水和拧紧排气塞向下紧的。 在这些插头通气孔被密封,以排除空气。 留在电池的时候,漂洗水倾出水分不能蒸发,从而在隔板被保持在湿润状态。
第三种方法是维拉德“骨干”法,并包括装配在电池完全干螺纹橡胶隔板和干板,但没有电解质。 在排气塞孔不密封,因为在电池没有水分。 用木隔板的电池不能运“骨干,”因为木质隔板必须保持湿润。
当电池上的车既要具有某种形式的汽车电路可拆卸连接的,这是由“端子的连接器,”图的手段来完成。 18,其中有许多类型。
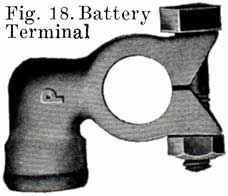
许多类型的终端是在两部分,一部分被永久地固定在汽车电路和永久的其它安装在电池通过它焊接在接线柱,这两个部分由一螺栓连接的装置可拆卸地连接在一起。在另一种类型的终端,电缆是直接焊接到其引线刻录到细胞后的所述终端。 在这种结构中有非常多的机会少的腐蚀发生,因此它是一种良好的设计。
最明智的事情电池店主要做的就是获得一个合同为官方服务站之一。 熟知的品牌的电池。 该电池的制造商将站在服务站后面,给它它的工程,生产,和广告部门的利益,并促进服务站的业务,有助于使之成功。在过去一年左右的时间内,然而,一些电池修理工所构思的,他们并不需要一个良好的组织工厂为后盾的想法,并决定建立自己的电池。 他们有的仅仅是从零件从一个或多个厂家买组装电池。 如果所有的部件由相同的公司制造的,它们会结合在一起,并且可以使修理的电池。 然而,通常由多个制造商生产的部件组装在相同的电池。 这里就是麻烦,容易开发,因为它更可能是罐子可能无法在如此合身; 板可以不完全填充罐,使过多的酸的空间,其结果是比重的读数将是不可靠的,并且板可过度劳累; 板的职位可能不适合盖孔,依此类推。 如果这样的“捏造”电池耗尽,因为有缺陷的材料死了,还有就是修理工没有回厂站的损失。
如果修理工想组装电池,他应该非常谨慎购买从一个可靠的厂家的配件,和他应特别小心购买分隔符,如处理不当分隔往往发展乙酸,乙酸溶解板的铅非常快和废墟电池。 在这种方式制成的电池是好的出租电池,或“债主”。 这些电池组装和充电,就像是电池,一直在干式贮存,见241页。
如果谁“编造”电池修理工需要机会,谁试图实际上使自己的电池极板的男人肯定是冒着自己的业务和声誉。 有几个公司,制作板栅销售模具。 有人甚至卖氧化铅罐,让修理工来作出自己的板粘贴。 即使不是谁愿意模板电网的男人更有勇无谋是谁希望混合氧化铅自己的男人。 许多信件,要求粘贴公式已收到由作者。 这样的公式永远无法给予,因为笔者没有他们。 粘贴制作是一个更为艰难的过程比许多人意识到。 这是所使用的氧化铅,必须进行测试,并仔细地分析在化学实验室和粘贴公式根据这些测试的结果而变化。 氧化物必须仔细权衡,慎重处理,并仔细分析。 电池服务站不具备做这些事情所必须的设备,也没有修理工都不应试图使板粘贴,因为麻烦是必然要遵循这样的尝试。 一名车主可以买一个毫无价值的电池一次,但下一次他会去一些其他的服务站,买了良好的电池
毫无疑问,很多修理工是为熟练和能干的工人在电池的工厂,而是使电网和粘贴所需的设备过于复杂和昂贵的维修站,如果没有这样的设备就不可能做出好的电池。
它可以安全地在服务站提出的唯一电池部分是板带和岗位,单元间的连接器,以及电池端子。 模具制造这类零件在市场上,它是真正值得投资的一组。 在这样的模具制造的职位是普通圆锥型的,具有特殊的密封和锁定装置,如埃克塞德,费城,和土卫六的职位不能在其中进行。