第16章
特别说明
EXIDE电池
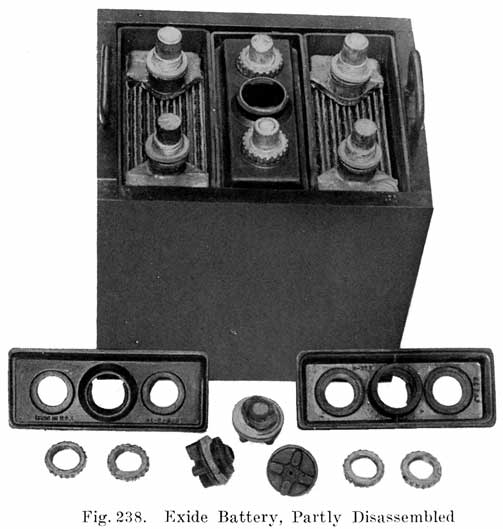
EXIDE电池可能会根据自己盖结构分类如下:1,用单法兰盖电池,如图。 15和238。这个类包含类型的DX,LX,LXR,LXRV,初级卫生保健,XC,XX和XXV。
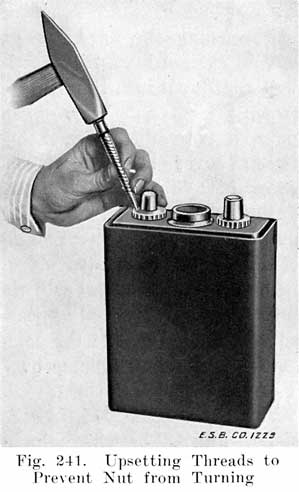
2,用双法兰盖电池,如图所示。 242。这个类包含类型MHA,KZ,KXD,LXRE,和XE。 盖结构被描述在第3章。所有埃克塞德电池,除了类型KXD,LXRE,和XE,已经烧铅顶部的连接器。 所有的类型都围绕每个岗位一个可移动的密封螺母,使岗位和电池盖之间的密封连接,所述第19页。以前一些埃克塞德电池已连接的细胞 - 这是用螺栓固定在细胞的职位,但是这种结构现在已经过时。 类型KXD,LXRE,和XE有由柔性,铅涂覆铜条细胞的连接器。
类型DX,LX,LXR,LXRV,MHA,初级卫生保健,XC,XX和XXV已经设计和建造,以满足起动,照明和点火服务*的客运汽车和动力艇的要求。
类型KXD,LXRE,和XE已专门开发,以满足对货车和拖拉机的起动,照明和点火业务的要求。
KZ型已生产特别是摩托车照明和点火的服务。
一个埃克塞德电池的类型是印在电池铭牌。 因此,在最流行埃克德电池1被标记为类型3-XC-13-1。 其他埃克德电池具有不同的标记,并且其类型的数字字母,但标号。和字母总是排列在同一数量级以上给出。 第一个数字给出细胞的数量。 字母给细胞的类型。 以下的字母的标号给予每个细胞板的数量。 最后的数字表示在该电池壳体排列的单元格的方式。 因此,在上面给出的例子中,3-XC-13-1表示有在电池3的细胞,该细胞的类型是XC,每个单元有13片,并且,根据该方法,细胞排列无1,这是一个一侧到另一侧装配。
持有埃克塞德罐子在电池盒使用两种方法:1,类型MHA,KXD,LXRE,和XE已经罐子相隔水平的木隔板,那里是相邻罐之间的两个垫片。 这两个隔板之间运行水平是它通过的情况下通过连接螺栓。 这些螺栓拧紧后的罐子放置的情况下,从而压靠在罐的情况的侧面并保持它们,地点。
类型KXD,LXRE,和XE,除了连接螺栓,是由下方的密封化合物和周围的罐固定在的情况。 每个单元设置有两个软橡胶缓冲器这是V字型,并放置在脊部在罐的底部,从而最大限度地减少冲击在其上休息的缓冲器的极板和隔板的效果。
2,在类型的DX,LX,LXR,LXRV,初级卫生保健,XC,XX,和二十五,还有相邻罐之间没有隔离物,和罐子在简单的情况下适应紧张。 如果他们不适合拧紧,以保持它们在安全的地方,薄板的罐子和包装他们进来时之间插入
KZ型有三套板在一个罐子,有三个隔间,用三仓盖。
1,钻孔关闭顶部连接器。做到这一点的329页描述。对于类型KZ电池使用3/8英寸钻头。 对于所有其他类型都使用一个5/8英寸钻头。2,取出从罐板。按照333页的安全说明。
。类型的DX,LX,LXR,LXRV,初级卫生保健,XC,XX和XXV在打开这些电池都具有单法兰盖,你可能会删除每个单元从完全的情况下,然后绘制出板; 或者您可以绘制出板不取出罐子。 要取出完整的细胞,发热薄刃油灰刀和它放下四周的罐子外面工作。 然后抬起了完整的细胞通过细胞的帖子有两对气体钳子稳步拉。 电池应放置在地板上,当你做到这一点,你应该站在一只脚抵住的情况下的侧压。
如果您不希望取出完整的细胞,或者应该罐子适合太紧的情况下,开封盖,并根据333页的说明删除该板块。
类型KZ和MHA。这些电池有双法兰盖。 几种方法可以在从罐取出板被使用。 在每一种情况下,该单元的顶部被清洗,气体吹出的通风孔,并且在打开的细胞之前除去该密封螺母。
| 首先,火焰可以用来软化被放置在由所述盖的两个凸缘形成的槽的密封化合物。 如果您希望使用的火焰,首先从盒子中取出每一个完整的单元格,松开通过的情况下通过释放罐子连接螺栓。 然后击中了每个完整的细胞。 现在得到两个强烈的议会是大约四分之一英寸长于罐子的高度。 参见图 240由静止盖的两侧下缘上的板的顶部边缘支持对这些板的罐子。 然后运行中等火焰周围凸缘的外,直到盖是软的,并且该化合物熔化。 然后向下按压电池的帖子用拇指和罐子。 和板材将下降自由的封面。 然后将板绘制出来,搁在罐的顶部排出,像往常一样。 |

经打开了电池,请按照审查极板和隔板的335至361页中的说明,并在平板上的所有工作,罐,分离器,和案例。
| 第一滑的正面和负面的群体在一起而不分离。 然后擦拭职位,沾有氨水抹布,用清水冲洗一下,然后用干净的抹布彻底晾干。 下一步防滑软橡胶垫圈在柱子上面,然后将盖位置。 润滑铅封螺母石墨已经混合成糊状水。 不要使用油脂或凡士林润滑这些坚果。 然后把密封螺母用手指部分拧紧。 |
将板在罐子
下一步是降低板入罐,所述362页。在类型KXD,LXRE,和XE请务必先更换两个软橡胶缓冲器在罐子的底部,一是在每个脊。
灌装瓶电解液
只要你在罐子到位的元素,填充的适当强度的电解质的jar,描述364页,以防止干燥的分离器和板材。 底片,尤其是,必须盖上电解质,以防止它们加热和干燥。
对于类型的DX,LX,LXR,LXRV,初级卫生保健,XC,XX和XXV,其中有盖的单法兰式,慢慢加热密封剂,直到它运行,但没有得到它如此之薄,它会向下运行到盖与罐之间的细胞。 然后倒入盖与罐壁之间的通道。 让它冷却,并完成它冲洗用热刀。 当浇注时,一定化合物为液体,而不是块状,如在这样的情况下的密封不良会导致。 亮泽,成品外观可以由作业完成后通过火焰在它给予的化合物。
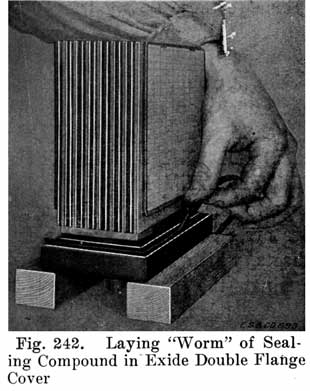
对于类型KXD,KZ,LXRE,MHA,和XE,其中有盖的双法兰型,请准备一个字符串的密封剂约3-16英寸的直径,由板的一些特殊化合物的配之间的滚动作出或蠕虫为目的。 盖可能会或可能不会被附加到该元素,这取决于如何检修完成。 在这两种情况下的程序是相同的,只要密封而言。 假设元件的安装,站在它倒过来,用盖后休息两个条,图 242。莱化合物的字符串各地的盖通道。 现在轮到正面朝上,并插入在罐子里,照顾那个罐子墙壁进入渠道覆盖所有点。 小心运用热盖的边缘,轻轻用力盖小丑。 如果太多的化合物已被使用,所以它挤出的盖周围,刮去多余的用热刀,而迫使盖下来。 |
(图“埃克塞德电池的容量”省略的。信息不是真的有用。)
当盖子已经全部封闭,把细胞的情况下,小心地把消极和积极的职位在适当的位置,使每个细胞的连接器将连接一个积极到消极的职位。在类型MHA,KXD,LXRE,和XE,其中有细胞之间的木隔板,注意垫片,在位置,然后,经过细胞都很到位,拧紧连接螺栓用螺丝刀夹住瓶子。
在类型的DX,LX,LXR,LXRV,SX,XC,XX和XXV细胞应该适应紧张的情况下; 如有必要,超薄板收拾他们的。
参见213至216页的说明。
另请参阅第373页上的说明。灌装电池电解液后不早于十到十五小时,加电解液恢复水平,如果它已经下降。
重建电池,已经被赋予,页328〜374的指示,也适用于所有USL电池。 在工作的老USL电池,如图。 243,抽出电解液向下在板的顶部,以使电解质是排气管的下端下方。 然后吹熄这可能与压缩空气或波纹管的掩护下收集到的任何气体。 永远无法做到这一点,因为只有一个小通气孔的盖,通过该气体可以逸出,向下延伸到当细胞被正确填充电解质的排气管。
图。 244显示了新盖的USL建设。 注意,这个特殊的细胞填充装置中已不再使用。 USL电池具有塑造成盖子的铅衬套。 这些套管适应周围的职位,并刻录到岗位和顶部的连接器,如图。 243和244,从而使盖与岗位之间的防漏接头。 在燃烧上的连接器,熔孔的底部边缘,再上方和后罩套管,并融化在你的刻录铅慢。
(两个图表- “USL容量电池的”省略的信息不是真的有用。)
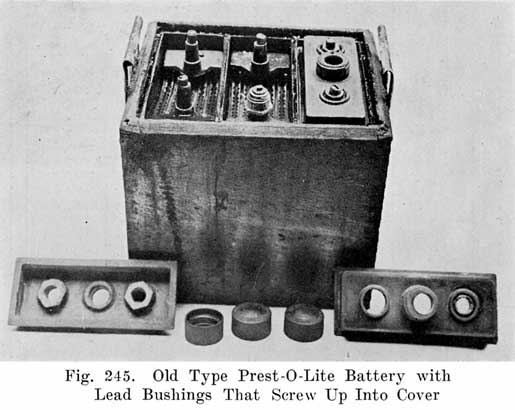
一些老PREST-O-精简版电池有铅衬套周围的帖子,图 245,类似于USL电池。 这将使一个完全密封,但前提是你搞砸了。 衬套涨紧。 新类型的PREST-O-精简版电池有“硬化”后密封,特别适用其按照说明进行操作。重建于328至374页给出电池的一般说明适用于PREST-O-精简版的电池在各个方面。 的“硬化”后密封,然而,一个特殊的施工,并指示为工作在这个密封,如下所示:
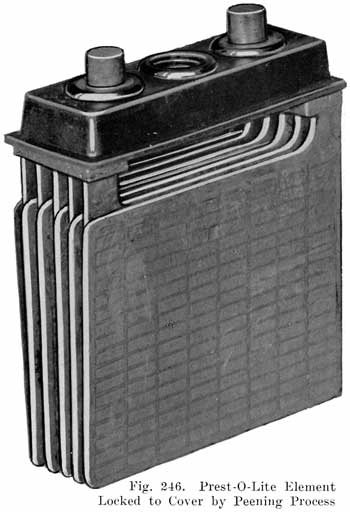
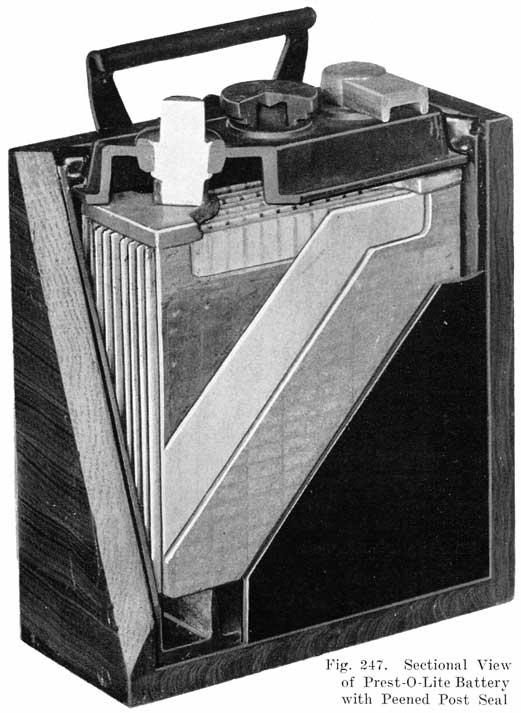
| 指定为类型WHN,RIJN,BHN,JFN,KPN,和SHC所有PREST-O-精简版的电池,有一个成型。 盖其上的元素的职位直接锁定。 此功能是强制的铅固体环从柱的部分,突出的盖上面,下入在盖顶部的深倒角的结果。 图。 246和247表明这种结构。 |
然而,当盖被损坏或必须更换其他原因,当板必须续订或职位已经折断盖下方,元素和覆盖必须分开。所有这些均与锁定,以及建筑物时,解除(释放),并重建,在所有PREST-O-精简版电池类型的职位的连接中使用的装置和特殊工具被组合在一起并统称为输入“N”后锁定装备。
这身行头,完整的,因按零件编号27116的所有PREST-O-精简版的仓库进行库存。每个单独的零件或工具也有一个单独的零件编号和可单独购买。
阿伯按(完成以下12份) | 27115 |
主铸件 | 27114 |
闩 | 27107 |
底板 | 27113 |
杠杆 | 27108 |
架 | `27211 |
垫圈 | 27112 |
齿轮轴 | 27110 |
小齿轮 | 27109 |
闩锁销 | 27111 |
*特别CLN及KPN垫片 | 27233 |
*特别CLN及KPN锁存 | 27232 |
*特别CLN与KPN床板 | 27234 |
大锤击工具(9-21 RHN,WHN,BHN,SHC,KPN,CLN; 11-17 JFN) | 27101 |
小锤击工具(7-WHN,RHN,SHC; 9 JFN) | 27100 |
对于其中小接线柱喷丸工具是东螺纹铜管插入(哥伦比亚) | 27105 |
大后清出工具 | 27103 |
小发表清出工具 | 27102 |
8号清出工具(13/16“口径直后) | 27123 |
1大后重新生成器(9-21 RHN,WHN,BHN,SHC,KPN,CLN; 11-17 JFN) | 27005 |
1小发表重新生成器(7-WHN,RHN,SHC; 9 JFN) | 27004 |
2福特正后生成器 | 27006 |
2福特负后生成器 | 27224 |
2 8号生成器(13/16“口径直后) | 27225 |
风格的“B”PREST-O-精简版火炬,与六脚红胶管 | A-3116 |
自动减压阀 | A-427 |
完全型“N”行头包括上述所有部件 | 27116 |
*可换股借款票据及KPN隔离块,弯曲锁存器和底座板只能用在安阿伯新闻时,尤其是组装锁定CLN或KPN岗位特殊部位。1重新生成器是用来建立文章试图在封面上锁定前。 切离的除去罐子盖时后的原始直径的金属的取代是必要的锤击工具的正确操作。
2生成器是用来建立岗位,他们已经被锁定,并塑造的锤击工具,为大小大到足以采取一些特殊的终端之后。 例如,福特正后生成器是用在建立岗位,锁定大型喷丸工具,到适当的大小采取福特正端。
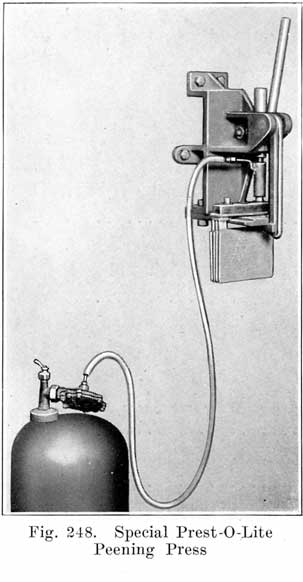
该自动减压阀开出的气体从POL罐以3磅每平方英寸的均匀压力,水箱是满的,半空,或者几乎是空的,也不管气体的使用量。 气体的体积流量或由密钥管理。
风格的“B”火炬从混合气体罐需要一个高效的火焰加热空气适量的纯乙炔。
| 无论是“B”火炬和自动减压阀是绝对必要的使用PREST-O-精简版煤气罐用于加热喷丸工具。 |
在使用按下锁定CLN或KPN的帖子,有必要除去基板和锁存器,并与为此提供特别基板和特殊锁存器更换这些部件,采用限位块或间隔(也提供)之间特别基板和的按底部。
|
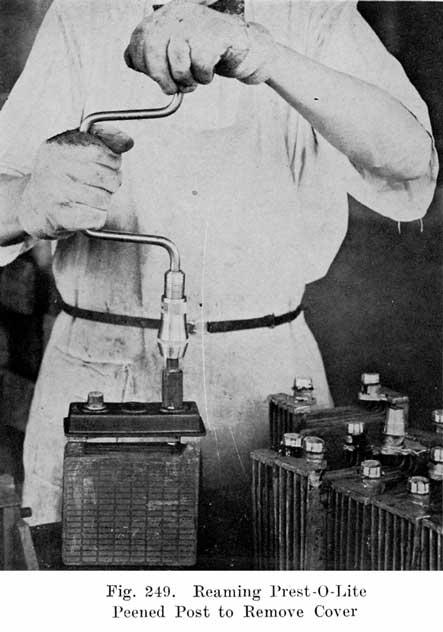
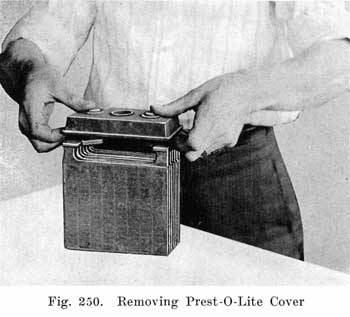
钻了电池的连接器和端子如常。 将适当大小清出工具(或铰刀),配有装备,在普通的手电钻记者或位和撑杆。 与此铰刀去除后的金属或凸缘的环,从而释放电池盖。 图。 249。的释放工具不应该在一个动力驱动压机使用,因为速度慢是必要的,以防止破坏细胞覆盖。 为了获得最佳效果,居中的释放工具在后,逐渐迫使其关闭,同时保持它的缓慢转动,直到金属环锁定在后机盖已被删除。 有点机油应直属此操作的工具放在金属。 金属环已被删除后,该盖可以很容易地抬离岗位,图。 250。
![]()
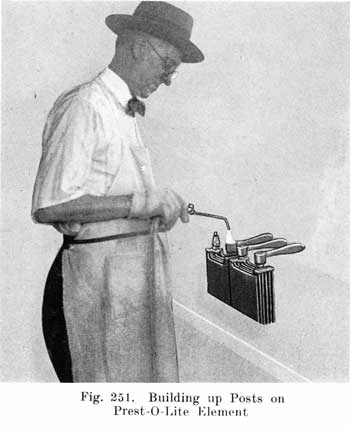
在卸下电池盖使用的释放工具切掉了一定量的金属,从职位的直径。 之前,这些职位可以通过喷丸工具在更换电池盖,他们必须建立在大小或直径再这样会有足够的铅,以确保紧密的连接被解除。
彻底清洁后。 将适当后重新生成器,使其依赖于该职位的肩膀,和足够的新的领导运行,填补了重新构建。 图。 251。确保并把该职位的引脚表面融合成新的铅运行前的,以确保一个强大的帖子。要构建一个平滑,牢固后,肯定的是,职位是彻底清洁; 然后用高温火焰。
(1)组装阳性和阴性组,而不用分隔符,和油漆的职位(略高于肩)与热封化合物。(2)通过浸在热水中,直到它们准备灵活的电池罩。
(3)放置一个温暖罩在两个装配组(元素)的职位。 图。 252。

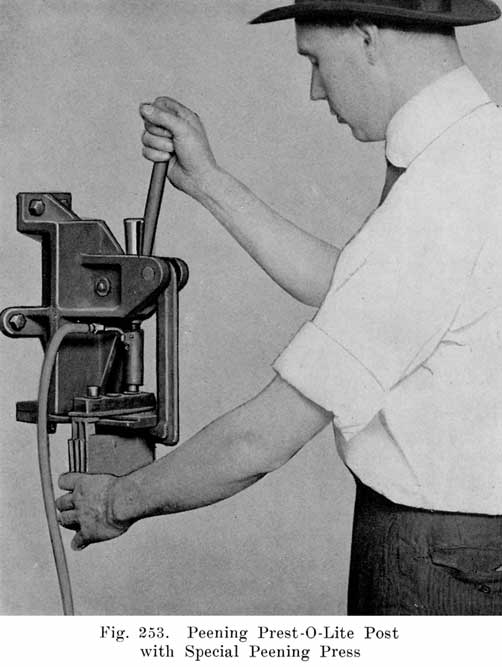
(4)滑动元件在底座板直属喷丸工具,用的板连接器搁在床板块的底部。 (见图253)。(5)拉下锁存举行底座板对齐。
(6)用喷丸刀具中心的职位。 然后强制喷丸工具慢慢放下,直到它已覆盖了大约三分之二的距离与覆盖。 在暂停此操作允许后金属受热; 然后迫使工具的距离的其余部分。 提高锤击工具稍微再压低。
(7)释放闩锁,退出和反向的元素,并在其他岗位重复操作4,5和6。
(8)装配组现在已准备好接收分离器。
在帖子锁定操作注意事项
1,确保所有的盖子都温暖,直到他们试图组装前灵活。2,请确保喷丸工具是不是太热。 如果是,该职位将逐渐消失,被葬送。 一个非常热的工具,有时会导致热导危险飞溅。
3,请确保该职位被强迫工具倒在岗位前,中心与喷丸工具。
4,请确保此盖已被迫降低,因此,它依赖于该职位的肩膀,在释放之前。
在突破一个新的喷丸工具最好是喷数滴机油的工具里面,还有穿的岗位上一些油,迫使热工具跌逾一职之前。 这将防止工具粘在后。如果锤击工具要坚持岗位,迫使工具下来了,是肯定的是,盖稍微压缩。 锤击工具的症结表示可能该工具还没有被打破的,或者说没有足够的压缩盖释放工具的释放上的按杠杆的压力。
为了。 修复13/16“口径直终端后,福特正端后,福特负接线柱,这是很好的做法,取下盖板以通常的方式,再切的职位关闭的上部,并与他们重建大后重新生成器。重新组装的推荐方式元素和盖,然后用适当的邮政Builder来后刻录到原来的大小。
(图略:“PREST-O-LITE起动,照明和点火电池的标准类型-启动类型6伏。”,“12伏”,“16-18-24和30伏。”,“特别重汽用电池启动和照明“和”6伏照明和点火类型。“这些仅表现为电池类型号,充放电率,尺寸和重量。将是非常繁琐和费时添加这个平凡的资料,是不是非常有用。我没有收到为此付出了,顺便说一句。)
旧式
图。 254和255显示旧型费城钻石电网的建设。 电池。 图。 254和256显示菱形网格从电池得其名。 据称,这种结构提供了非常强大的网格中,保持活性材料牢固就位,并给予了大量的接触面的网格和活性材料之间。图。 254和255显示旧型电池,并给盖的细节,接线柱,通气塞,等等。 后密封是通过浇注复合成盖井,使其流入周围所有帖子上的衬裙的紧张进行。
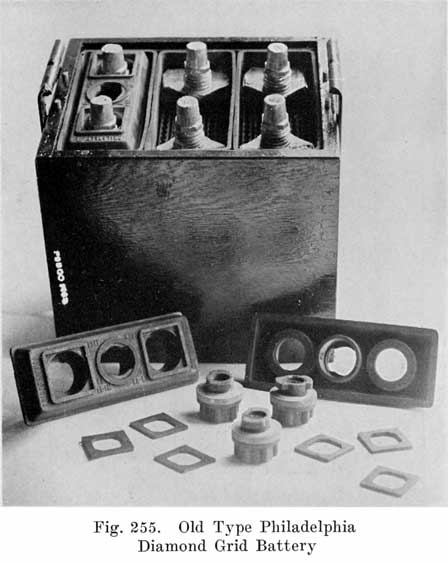
这种结构增加了该酸必须沿后移动的距离,以导致泄漏,约2和1倍半在平滑后的垂直距离。 硬橡胶垫圈它套在后期作为一个锁,以防止后转动。 这特别适用于向所述数据线连接两个接线柱。 该垫圈是为了防止在电缆的任何应变转动后,打破岗位和化合物之间的密封。
在费城电池新发展
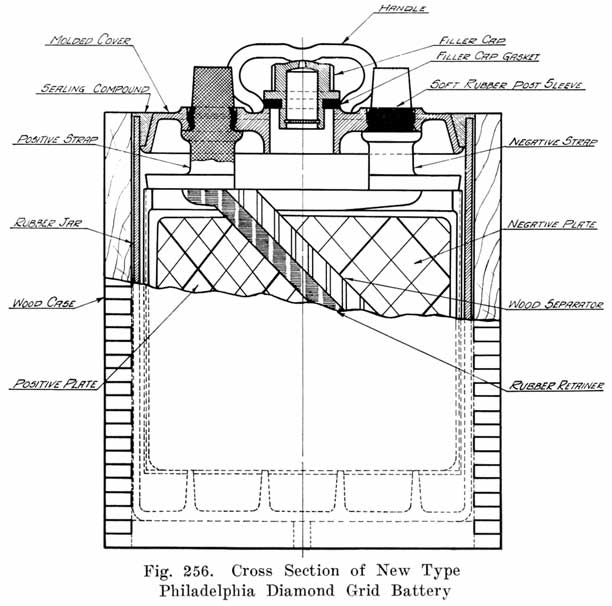

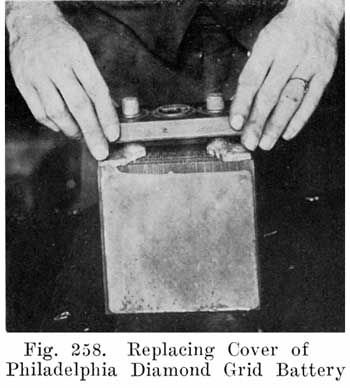
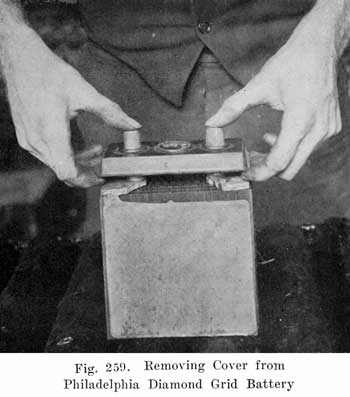
橡胶Lockt密封盖。在过去的几年里一直在电池行业中一个明显的倾向,取消使用密封化合物用于制造电池盖与接线柱之间的联合和替代某种形式的机械密封于本联合。 费城蓄电池有限公司开发了“橡胶Lockt”。 盖密封,其中的结构被详细地示于图。 256和257。在细胞的职位有一个。 法兰支持的盖子,上面这有一个凹进部分进入其下滑的软橡胶套或衬套。 的帖子这部分是由与周围的后脊延伸并与橡胶套形成一个高点在这盖的端子孔一个相应的锁定边呵斥。 这种结构使得接头,其是柔性的,并在同一时间酸紧。 振动趋于盖向下推配套法兰,视后直径为锁定边缘下方较小。 设计很简单,无论是从装配和维修的角度来看,因为没有工具是必需的任何操作。 在装配操作组一字排开,使后中心是正确的,湿润的软橡胶套后,盖被抢购到位的快速向下推。 参见图 258。在卸下机盖,赶上两端用手指之下,向上拉,同时按与职位顶部的拇指。 参见图 259。
![]()
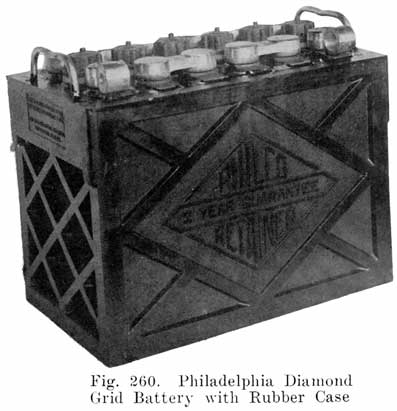
近年来橡胶外壳电池。另一个发展是由木材的情况下,橡胶罐子通过与车厢的元素费城蓄电池有限公司已经开发出金刚石橡胶的情况下,结合强度硬橡胶一单件容器的更换的和亮度与一个有吸引力的外观。 参见图 260,一个有经验的与橡胶壳体的早期设计的麻烦是端部的隆起,由于电池压住棒上附着于端面的中心的小把手的拉力。 在费城电池这已经克服了使用宽把手卡入开口的情况下结束。 在该手柄上的拉力被传输到两侧的方式。 这种类型的手柄的另一特征是,它是一个单独的一块卡入的情况下,无需使用在橡胶的情况下的任何金属插入件,而如果手柄破裂,它可以在小的费用更换,而无需使用任何工具。
费城孔塞是卡口型的,并通过四分之一圈紧固。 该插件只需在顶部有一个小的通风孔,并且既可以取出或向左上,而电池正在充电。
费城分离器是由季啥样的硬木。 它有一个硬质树脂的木材,其中发生在常规的交替垂直层上的硬和软的部分。 软层是多孔的,并允许从板的酸与板的扩散。 硬层给分离器的刚度和寿命长。 交替的硬质和软层是在垂直于隔离物的表面,从而使电解质具有板之间的直接路径。修复费城钻石电网电池的方法没有从那些已经赋予不同的,在328页到374。
当旧型电池的元素已组装并返回到罐子,把盖在的地方,周围倒盖边缘的化合物,以及在后井。 老化合物必须从对职位的裙子被删除之前,新的化合物被浇英寸的化合物必须是温暖和足够薄,以绕流,并填写在职位的衬裙空间,以获得良好的密封。 当后井都充满化合物,和而化合物仍然是温暖,穿上广场密封垫圈,然后按下来,以便在垫圈上的孔适应周围的职位的八角形部分紧密。
据制造商宣称的那它在放电过程中形成的永备电池的硫酸盐始终保持在多孔的,可转换的形式,并且从未结晶并成为有害的,即使电池被放置在空闲开路一个相当长的时间。 由于这一事实,永备电池被称为“非硫酸化电池”。制造商指出,这已经站在空闲或处于放电状态几个月永备电池不遭受损害通常从这样的待遇,即导致:屈曲和有害硫酸盐。 所述板也变得硫酸化,但硫酸盐残留在其中形成所述多孔的,非结晶态。 在其正常的速率进行充电这样的电池是所有必要把它恢复到正常,健康的状态。 由于硫酸盐的量过多时,电池闲置站立或解除长时间形成,有必要给电池50%的过充电,以消除所有的硫酸盐及使电池恢复到正常工作状态。 板的颜色是不错的导游为自己的病情在充电结束。 正片应无白色斑点硫酸,并应该有一个深褐色或巧克力色。 底片应该有一个亮灰色或石板的颜色。
永备板一般有两种类型。 R型的板分别设置有两个支脚的下端,正极集和负极集搁在两个分开的成对的罐的桥梁,从而防止其聚集在桥的顶部从短路的细胞沉淀物。而不是让脚M型的板块,都切掉他们越过对面团的桥梁。 参见图 261,这种结构保证了对于给定的空间更大的容量,并且给出了从沉积物相同的保护,防止短路的脚结构那样,因为沉积物相同量的积累,必须用两种类型的板,以引起短路。

在永备电池中使用的隔板是由樱桃木的,因为它是一种硬质木材,将抗蚀剂的磨损,是质地均匀,即使是多孔性的,并具有很长的寿命在一个给定的程度和酸的条件。永备樱桃木隔板去修理的人在干燥的条件下,因为它们不需要化学处理。 接收时隔板应浸泡在以它们扩展到合适的大小,并从木材去除天然杂质1.250比重酸四天或更长的时间。 之后被完全展开它们应存储湿润如前所述。 库存隔板可无限期保留在该溶液中,并且可以根据需要使用。 图。 262显示前建设中的永备电池。

电池连接器大量制造并密封在牢固与灵活的密封胶,图 262。两种细胞的连接器用来 - 新月和重或“三通”的类型。要正确地打开和重新组装的永备电池,请执行以下操作:
1,以一个热油灰刀和从各小区间的连接器的顶切化合物,直至连接器的整个顶部被暴露。
2,电池连接器和端子柱的中心冲上衣。
3,钻头断电池连接器。 在钻井关闭新月小区连接器使用1/2英寸的钻头,并为重型连接器使用的5/8英寸的钻头。
钻孔深度不够,一般为3/8到1/2英寸,直到连接器和后之间的接缝是可见的孔的周围下部边缘。 经钻孔连接器,热连接器两端的软,直到火焰复合坚持它变得柔软。 再取1/2英寸或5/8英寸圆铁或螺栓,根据连接器被删除,插入一个孔中,并用一个侧摆动作撬连接器断开,小心不要进行这项议案,据卡纸接头插入罐的顶部。
4,经过连接器已被删除,蒸汽,打开电池,所描述的332至335页。
5,检查板,并然而,如所描述页335至355。记住,永备板这表明大量的硫酸盐的存在下,甚至被完全覆盖着白色的硫酸的情况下,不应该被丢弃处理。 一种电池,这种板是要收费的,按正常速度,并给出50%的过充电。
6,在重新组装板组筹备组装电池,采取消极和积极的板组,建立了岗位建设者到原来的高度援助的职位。
聚集在通常的方式群体,照顾,于肩带职位是在相对位置适当的组中相邻的细胞,使细胞的连接器将跨越正常。 永备电池用右手和左手带的正面和负面,因此有必要只用一个长度单元连接器。
7,插入组装的板组成的电池在正确的关系,以极性后,热胶覆盖,使他们相当柔软,适合他们在职位和入罐的顶部,按他们,直到他们休息紧紧板带的顶部。 看到封面是完全水平,并且排气管是垂直的,并都在同一高度上的板。
8,加热化合物刚好够热,这样它会流动。 倒入第一层约四分之一英寸厚,小心翼翼地覆盖整个罐子盖。 采取软的火焰和周围的罐边和岗位上的密封化合物。
9。现在继续煲顶部的连接器。 电池连接器只需要在孔邮寄左,每一端的顶部进行清洁。
10,虽然燃烧在细胞连接的化合物的第一层将已充分冷却以使所施加的第二层。 这燃烧的连接器后立即应该做,而他们仍然炎热。 同时加热接线柱,如复合将坚持引热比冷更容易。
浇过来细胞的连接器和端子柱,先填有足够的化合物,使水平只是罐子的顶部开始上述化合物的第二层。 应用火焰,周围密封的木箱边缘部位,特别慎重妥善密封接线柱。 申请第三层前应彻底让这层冷静。
11,化合物的第三层应该以同样的方式作为第二层施加,浇上的连接器和端子柱第一和填充到木便于顶部的水平。 电池连接器杆之间的空隙,将填补和流量超过正常,如果第二层已经冷却,如果电池连接器没有被烧毁了过高。 在密封最后一层具有阻燃,应注意不要太长,因为这变硬,烧伤复合玩火焰的化合物。 烧复合没有灵活性,将很容易破解的服务,从而使电池成为“slopper。” 在浇注复合一定要有电池设置水平,使复合上来了,甚至对案件的所有边缘。 浇筑最后一层,直到彻底凉后,不要移动电池。
在安装电池的汽车是确保没有化合物等,已获准得到到终端后的锥度,因为这会使连接不良。 如果发生此情况,请用中档砂纸。
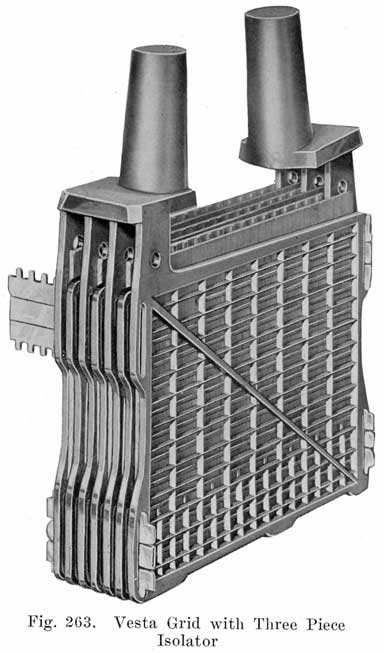
| 维斯塔隔离器的维斯塔板体现在其拟直保持板,从而消除了屈曲和短路而形成的电池的麻烦很大比例的设计装置。 图263清楚地表明旧型板块的建设。 在旧型板中使用的每个隔离器由赛璐珞两个缺口条,用它们之间的平原赛璐珞带。 凹口是一样宽的板很厚,装配到板之间的空间的凹口之间的齿,从而保持所述板在正确的距离分开。 平原赛璐珞带用于固定缺口条。 在维斯塔板的每个角是到其中的隔离器装配,如图中所示的槽。 263,由于在两个缺口片的每一个齿。 隔离抱板分开,他们“不能”切出“或”短出“,通过木隔板,或”浸垫“,因为他们是由灶神星公司称为捏。 |
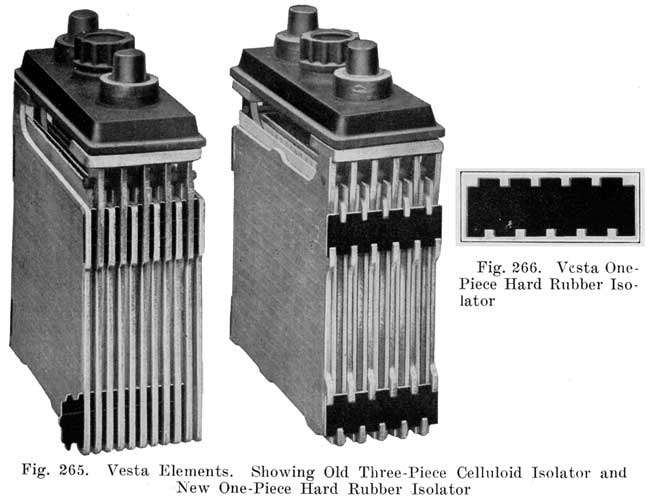
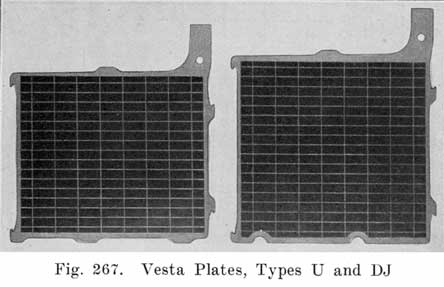
一组新的“D”型建筑的外观图。 265,其中Type“C”和“D”型组说明并列为便于比较。 它可以看出,在“D”隔离器是只1枚(在图分别示出。266)的。 该材料是一种沉重的硬橡胶库存将在没有更多的受酸或通过在细胞中的电气条件比硬橡胶电池罐本身。 在隔离器的两个边缘的凹槽接合在上板边缘的钩状凸耳(图267示出了这些清楚)和外充分的效率,因为在三片结构的锁板。
有一些已获得了由隔离的新方法的重要优点。 的插图(图265)显示了“D”隔离器允许在隔板完全覆盖和项目稍微超出板的边缘,而在老建筑也只是其中的板不包括在上述隔离器的边缘。 这一改进意味着保护,防止由于短路剥落,总是那么有可能发生在暑假期间“多收”的季节。 滥收车资,当然,虐待的一种形式,并输入“D”电池的设计,以满足这类服务。 获得另一个优点是在凸耳的布置中,应当指出的是,正隔离钩子对准,因为是负钩,但是,这两个列,极性相反,彼此通过的整个宽度上分开隔离; 而在“C”型构造的板的外边缘相反极性的,只由板之间的通常距离。
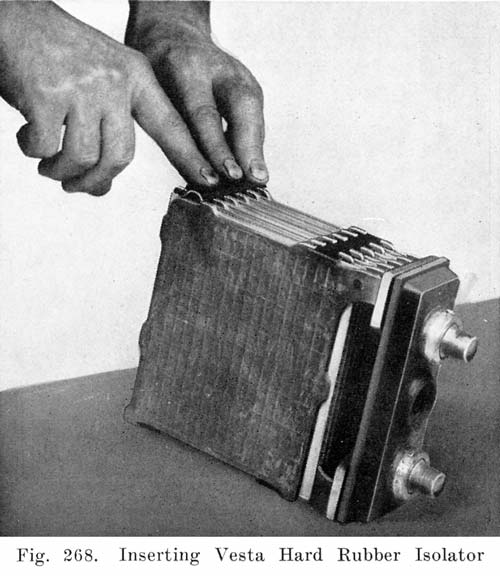
新的隔离器是简单的插入和删除。 所制成的硬质橡胶,它会软化并变得柔韧,如果热量足够的程度被应用。 所需要的热量大约是150°到160°F。,温度远远高于任何电池,甚至滥用的最奢侈的条件下达成的,而是由小火焰的任何一种,甚至手段店容易达到比赛将做紧急处理。 火焰(它应该是的,黄色的或发光的品种,如蓝色的火焰趋于烧焦的橡胶),轻轻打在隔离器几秒钟。 橡胶变软,然后通过隔离器的末端下插入任何狭窄的工具,比如一个小螺丝刀,一个楔点,凿子等,并且撬轻轻除去。 在更换隔离器,一个小热点板块是方便,但不是在所有必要的。 隔离器被放置在热板上,或在一个明亮的火焰保持,直到有足够的柔软弯曲。 然后它们被弯曲成拱形的形状,如图所示。 268,并迅速安装到位下最合适的耳。 常规隔离器间距的工具是方便和有用的在保持板以均匀的间隔,而这样的操作被执行。 作业由压下完成。 还是热的隔离带任何方便的一块具有平坦的边缘,将适合的表耳(图269)之间的距离的金属。 的柄部。 螺丝刀确实出色这项工作。 的压力使隔离理顺和压痕上板的各个钩子下紧贴。 同时与冷金属接触畏寒橡胶到正常硬条件。 它特别要指出的是,隔离器的拆卸和更换整个操作,可以进行与无但车间工具最常见的。

![]()
所有的“U”型电池已经改为输入“D”,让所有的“CU”类型由相应的取代“杜的。” 输入“D”将不会在尺寸的“L”,“H,用细胞”或A,所有这一切仍然是在“C”或三件套隔离建设。 “S”型仍然是旧的风格和以前一样。
灶神星公司又增加了一个新的板尺寸,在“D”型(单件)只隔离生产,而被称为“DJ”。此板是一个半英寸比更高的“U”,如图所示。 267。它有10%以上的容量。 “DJ”电池可在所有形式对应与“CU”类型的,并且可以通过仅仅改变在排序类型表格名称,例如,可替代的形式150,6 - DJ11-Y-150而获得。 已完成的电池的总高度是,当然,一个半英寸以上,且“DJ”因此应有序只有当该附加的高度空间是在汽车的电池盒提供。
灶神星的分隔符,或“垫”,是经特殊工艺处理。 灶神星公司认为其“垫”电池的一个非常重要的特点。 请参阅第15页。
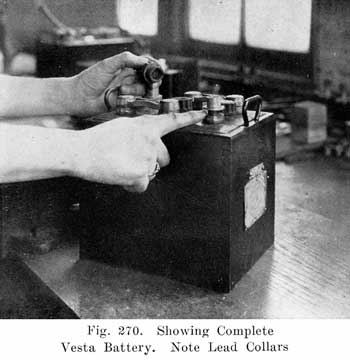
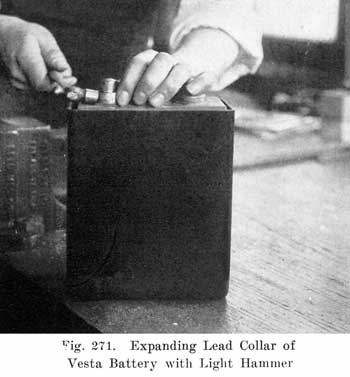
引线领套在每一个职位,以保持对下方的软橡胶垫的盖拧紧。 这种领子不拧紧或烧毁的职位,但仅仅是按下了后,视。 对于因事实,两位主要表面相互摩擦倾向于“冻结”,并团结起来,使其成为一个单位的控股权。 该连接器搁在套环的上比赛,并且还有助于降低其保持在其应有的位置上。 图270示出了完整的电池与引线领子,且大孔塞。在重建具有引线铤维斯塔蓄电池中,盖应在板工作时留在原位,如果可能的话。 然而,如果有必要单独的组,和引线铤必须除去,这是通过如图所示。 271。上领的具有光侧的几个烧断时,2盎司锤し引领几千英寸,以使套环可以被去除。
![]()
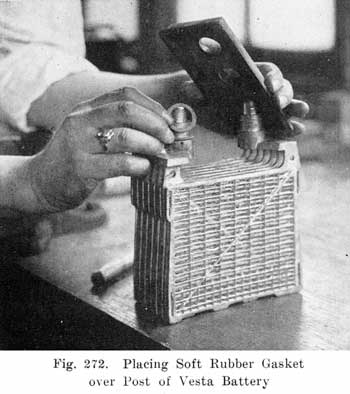
在更换井盖,率先领必须强制降过职,和特殊压力钳都需要这个目的。 行车前的旧领,后应略驾驶中心冲了点,到肩膀上后扩大。 反而扩大的肩部,可以使用一个新的套环。图272显示了软橡胶垫片。 被放置在后,并显示了它的凹槽以适应垫片盖的建设。
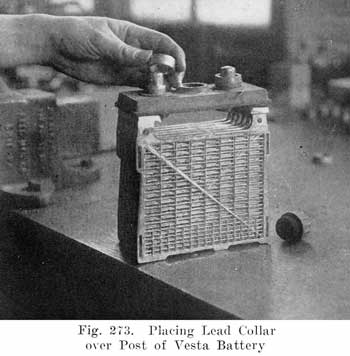
图273显示了铅衣领被放置在后盖板后到位。
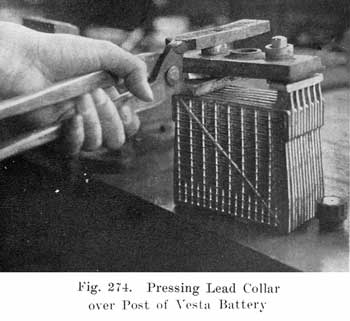
图274显示了给力的衣领向下肩膀后所需要的特殊的长唇钳。 夹钳中的一个唇具有与所述交配合的孔。 必要的驱动力可以通过将压力施加到夹钳的嘴唇的两端经普通老虎钳来获得。 这迫使盖向下橡胶垫片,以使所述酸的密封。
![]()
西屋电池具有盖和支柱之间一个特殊的密封,如'如图所示。 275,一个领先的基础垫圈(J)周围设置的职位。 “U”形橡胶密封圈,(K),然后盖和后之间所迫,与开口端起来。 该垫片的嘴唇逐渐变细,与窄边起来。 锥形导套(L),然后密封垫(K)的嘴唇之间强迫,从而压在后,反对盖的外唇内唇。
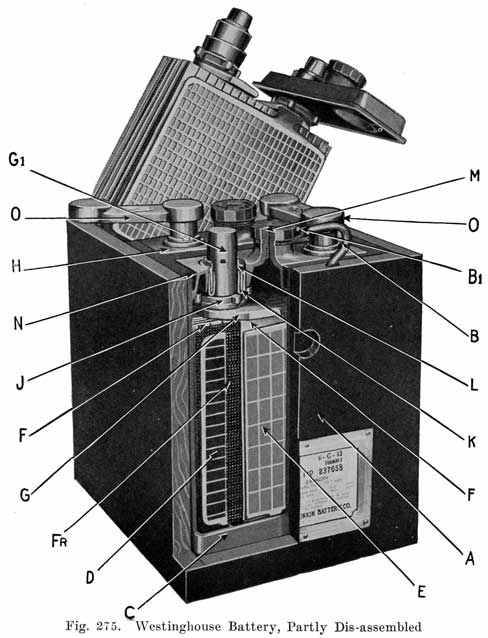
铅套到位拉削或缩进的锥形铅套领进岗位举行。为了打破封印,空心铰刀或端面车刀,安装到一台钻床或乳房钻,套在后。 几个回合将删除已被迫进入后袖子的那部分。 取下密封罩周围化合物从细胞中移除组。 盖然后可以升空,如果任何困难是经验丰富,它可以很容易地撬开盖板用螺丝刀卸下。 取下盖子,锥形铅套和“U”形后垫片可以被删除。 如果这些指示后,在“U”形垫片和锥度当电池重新组装铅套都可以使用。
由于增加了对后密封上述指示,重建于第328至374给电池标准方向适用于西屋电池。
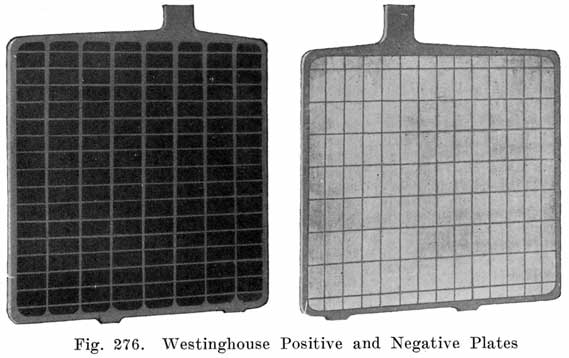
在任何给定的尺寸,西屋电池具有每单元两板比通常的1/8英寸板的电池。 它具有板为3/32英寸的薄板电池的数相同,但在板的厚度为1/8英寸和3/32英寸板之间大约半途。西屋负网格,图 276,很少有和小酒吧,刚够容纳活性物质。 它比正面稍薄,但具有相同的量的活性物质,由于网格的设计。 西屋底片的条件不应由镉的读数来确定,因为这些板可以充满电,但没有给出相反的镉读数。
除了给出了西屋邮政印章,该标准说明重建电池,给予特别的指示。 于第328至374可以在重建西屋电池被使用。
西屋电池的类型
类型为“A”系列的设计,以适应汽车的某些较旧型号的电池仓。 由于缺乏空间,这个系列是不是有效率的设计为“C”和“B”系列。 它确实有西屋邮政印章,但是。“A”型电池是不建议使用的时候“B”或“C”电池即可使用。
类型
型号
安培
小时
在通常的
亮灯率
安培
率
20分钟
安培
率
5小时
长
英寸
L
重量
以英镑
6-A-11
100071
64
68
9.1
8
38
6-A-13
100072
79
82
11.0
9-1/8
42
6-A-15
100073
94
96
12.8
10-1/4
46
6-A-17
100074
109
109
14.6
11-9/16
52
6-A-21
100075
139
136
18.2
14-3/16
63 P>
6-A-25
100076
169
164
22.0
17
75
12-A-7
100077
34
41
5.5
10-7/16
48
12-A-11
100078
64
68
9.1
14-15/16
70
12-A-17
100079
109
109
14.6
22-1/16
102
(以上是典型的前一个图中省略了,非常典型的以下省略图表的。)
板
宽度 | 高度 | 厚度 |
5-5/8 | 4-1/8 | .098 |
在“B”型系列电池已被设计为使用在许多汽车现在在服务,没有足够的空间在电池仓的类型为“C”。 “B”型电池,携带所有类型的功能“C”。 由于这样的事实,有必要的板必须比在“C”型电池从每磅体重的安培小时的点他们的效率比“C”型系列稍小稍短。
(图略)。
板
宽度 | 高度 | 厚度 |
5-5/8 | 4-3/4 | 0.1 |
在“C”型系列电池是西屋标准。 外部尺寸和容量是这样的,这种设计的一些人们可以在大多数现在在服务车的使用。 西屋设计是围绕这种类型,它应该被用于替换的或新的设备。“C”型电池提供了西屋印章后尽可能。
(图略)。
板
宽度 | 高度 | 厚度 |
5-5/8 | 4-1/4 | 0.1英寸 |
类型为“E”系列是专为一些老型号的汽车现在在服务地方狭窄,高电池是必要的更换工作。 该设计是效率不高的“B”和“C”的线路,由于缺乏空间,此外,一直需要省略西屋邮政印章出于同样的原因。
(图略)。
板
宽度 | 高度 | 厚度 |
4-1/8 | 5-5/8 | .098 |
在“H”型电池是内置有较重的板块比“C”型和“B”电池在汽车,其中必要的上升空间可用,其中每安培输出的权重是不是考虑使用。 下相同,使用该电池将给予比“C”型或具有相同的正区域“B”的电池更大的寿命。该电池具有比“C”或“B”的电池板之间有更大的空间,因此,将有较少的内部放电站在开路时,更可取的杂用途,其中开路放电是代价。
(图略)。
板
宽度 | 高度 | 厚度 |
5-5/8 | 5 | 0.19 |
在“J”型电池是一种极重的电池构造与厚板,它主要是为这种类型,其中有剧烈振动和机械滥用的另一种可能性的卡车和其他车辆使用。 这个电池将给予更大的寿命比,无论是“H”,“C”或“B”的电池具有相同的板面积。 它设置有木隔板和橡胶薄板。该电池具有比“C”或“B”的电池板之间有更大的空间,因此,将有较少的内部放电站在开路时,更可取的杂用途,其中开路放电是代价。
(图略)。
板
宽度 | 高度 | 厚度 |
5-5/8 | 5 | 0.19 |
的“0”型电池牺牲获得一种坚固强度的一些容量。 它是唯一的,每个细胞,其中的牺牲容量的比例不是很大,与二十一个板块的“C”型相比19板做了特殊的电池。 它填补了相同的空间做了6-C-21。 它具有更大的生命和力量。 它有更少的容量,但它是专为需要比二十一板电池容量更小的条件。
(图略)。
板
宽度 | 高度 | 厚度 |
5-5/8 | 5-1/4 | .123 |
只有一个“F”型电池。 这是大重型建筑完全相同的尺寸作为用于数年的凯迪拉克及若干其他汽车电池。 这种电池是比“C”型相同容量的较重的,它有一个更大的寿命。(图略)。
板
宽度 | 高度 | 厚度 |
4-3/4 | 5-1/4 | 0.17 |
WILLARD电池自1912年以来,当维拉德蓄电池有限公司开始制造蓄电池用于起动和照明的工作,已经开发了各种类型的维拉德电池。 原来威拉德起动和照明用电池使用两件式,或“双”封面。 这些都显示在用来说明双盖覆盖在前面的章节密封的削减,并没有进一步的说明将在这里给出。 该doublecover电池不再做,但修理工可能会被要求修复其中的一些。 在前面的章节中给出的说明应在作出有关维修中使用。
继双盖电池进入单电池盖,它已提出了一些类型。 一类采用了矩形的职位,是非常困难的修复。 幸运的是,没有被广泛地使用这种类型,并且电池是过时的。
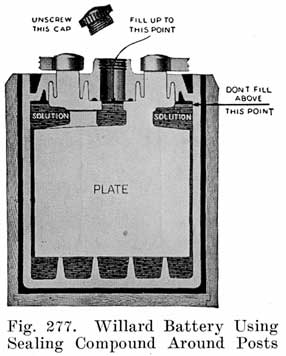
最古老的类型单套威拉德电池,修理工将被要求处理的是密封复合柱式,在图3所示。 277。这种电池包括类型SEW,SER,SJW,SL,SLR,SM,SMR,STR,SXW,SXR,SP,SK,SQ,EM和电子病历。 。如该图所示277,有一个良好的周围充满了每一个职位:密封剂。 在盖的下侧是对应得很好,它装配后良好,服务,使盖与后之间的密封的密封剂。
| 除了这个帖子密封,无特殊说明都需要重建这种类型的威拉德电池。 A 3/4英寸的钻头需要钻孔销的连接器。 当板块已经摆脱了罐子,并搁在罐子排,虽然,该化合物和盖依然火爆,将您的手指下它,并按下与拇指的帖子取下盖子。 |
类型SJWN和SJRN维拉德电池有引线插入在盖柱孔,如图毫克。 278,插入被焊接到岗位。 去除连接器和用于分离从封面插入后,威拉德公司配料特殊夹具和形式。 的工作也可以在没有这些夹具和形式进行,如将在后面描述。当特殊夹具和形式的使用,工作就完成了,如下:
1,将威拉德钻夹具的Z-72(图279)在连接器,并配有13/16英寸的钻头,孔向下远远不够,从岗位(图279)释放连接。
2,文件关闭后的存根通过钻探离开了。 这将提供一个平坦的表面上的盖板插件的顶部和将使它更容易居中钻头为下一次操作。3,用57/64英寸钻头,以及威拉德夹具的Z-94(图280),深入到从封面插入释放后。
4,在重组,建立岗位最多1-5/16英寸以上的板带的顶部的高度,用威拉德建设者后的Z-93(图281)。5,取出后生成器后,伞柱的顶部边缘带有一个文件,如为“A”(图281)表示。 然后在坛子里更换板。
6,文件关闭盖子插入的顶部为“A”(图282),为3/16英寸的封面以上的高度。 另外表面的“B”由钳造成辗转盖时,删除任何粗糙。
7,将在封面上,让他们的上衣将是1/32英寸的罐子的顶部边缘上方,用小锤子轻轻敲击它们。8,地点威拉德燃烧形式的Z-87(图283)在职位和盖插入和后刻录到插入。
9。删除表格的Z-87,彻底刷过的存根后的顶部。 然后建立存根后,用威拉德燃烧形式的Z-88的正面帖子和形式的Z-89上的负面帖(图284)。
10,现在,密封罩与密封剂像往常一样,烧的连接器。11,如果终端用于压紧端子做,通过使用威拉德燃烧形式的Z-90,为积极的职位和Z-91为负的职位(图285)建立的职位。
要对威拉德类型SJWN和SJRN无特殊威拉德夹具和形式后密封:1,拆下接插件像往常一样。
2,锯断靠近盖的职位,注意不要损伤盖; 这将分开的职位从封面插入,盖子可能会被删除。
3,在重新组装时,ALE落盖插入顶部的“A”(图292)。
4,认沽覆盖上,这样其顶部将是1/32英寸的罐子的顶部边缘上方,用小锤子轻轻敲击盖。
5,刷机后和盖插入洁白无瑕的顶部。 现在使一个燃烧形式组成一个环1-1/8内径1-5/8英寸直径的3/16至1/4英寸高的外面。 设置此在存根后并覆盖。 用热导燃烧的火焰融化的后上方,并盖插入在一起。 然后融化导致到特殊的燃烧形式(图286)的顶部。 然后取出形式。
6,设置上已经建立起来,建立职位像往常一样,图的职位的部分岗位的建设者。 286。再烧上的连接器和终端。
图287显示了这种结构类型,对各类SJRG和SLWG使用。 图288示出了详细的密封。 软橡胶垫片滑过后,盖向下压在垫片。 对于卸下机盖,具有由如图一盖拆卸框架。 289。框架紧固在实心墙上或工作台上,以便它能够承受强烈的拉扯。 在重建这种类型的电池进行如下操作:
1,钻掉接插件,留下存根后,尽可能高,因为去除板的唯一方法是抓存根后用钳子。
2,蒸汽电池软化的密封剂并取出板像往常一样。3,要删除封面。 看到了帖子存根了与盖齐平。 将元素在盖拆卸架(图289)和拉稳步的元素。 从侧面有点摇摆运动到另一边可能有助于松开盖子。 如果任何垫片留在职位的机盖卸下时,取代他们在盖并彻底擦干里面用抹布。
4,更换井盖。 用抹布或纸巾擦去的职位,然后用柔软的火焰彻底擦干。用一个3/4英寸的刷毛瓶刷薄薄橡胶水泥的涂层对垫片的内表面。 这样做的一个盖子的时间和快速应用覆盖水泥干燥之前。 水泥作为一种润滑剂,没有它,将不可能更换盖板。
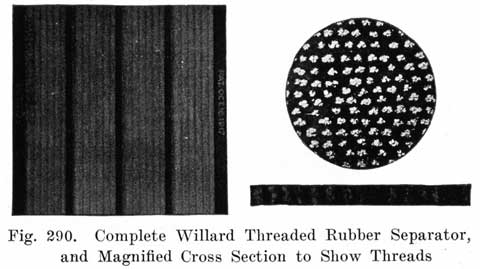
图290显示了威拉德螺纹橡胶分离器是由成千上万其目的是为了使分离器多孔线程刺穿橡胶板。 此分离不会被允许它变得干燥受伤,并有可能对威拉德公司出货其电池完全组装无电解质或潮湿的地方是“骨干。”
类型。通用电池有限公司生产的电池为(一)启动和照明,(二)照明,(C)点火,(四)广播,(五)电动汽车和卡车,(F)隔离,或农场灯饰厂,及(g)一般固定工作。建筑特色:通用启动和灯光电池体现没有特殊或独特的结构。 这些盒子是由硬枫木,锁和垄断粘。 坛子里有一个橡胶盖。 隔板是由端口奥佛白色雪松木,此木材是一样的,在一些其他的标准,使电池的使用。 盖和连接器之间的空间是-足以允许通过抓住接头起重电池。
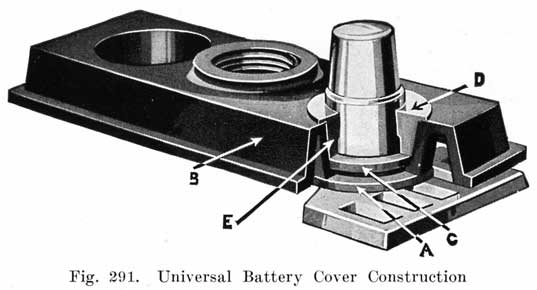
图291显示了通用公司印章后施工。 柔软的橡胶垫圈(A)的第一滑过后。 盖(B),然后放在适当的位置,并停留在垫圈(A),如图所示。 第二个垫圈(C),然后滑过后,搁在盖的肩部的上表面。 铅套垫圈(D),然后被迫下降在后,按垫圈(C)向下盖,并按下盖子向下垫圈(A)。 两个橡胶垫圈有助于使岗位和盖之间的防漏接头。 铅套垫圈(D)“冻结”的帖子,并持有盖和垫圈的位置。在重建通用电池盖不必被删除,除非它是理想的替代板组。 要卸下外盖,电池连接器已钻关机后,向下钻取,并邮寄存根,直到钻头已经渗透到肩部(E)。 这将释放密封件和盖可升空。 为了节省时间,后期短线可能会被切掉平齐与一劈盖的顶部看到电池连接器已钻了之后。 钻头随后被用作前释放垫圈的抓地力。 使用钻头释放垫圈的抓地力使我们有必要建立岗位当电池重新组装。 而不是使用一个普通的麻花钻,一个特殊的空心钻头可从通用电池有限公司获得这次演练切掉带头套垫圈不伤害后。 如果是普通的钻头时,有3/4英寸的钻头所需的7板的电池和一个13/16英寸的钻头可用于所有其它尺寸。
ONE-PIECE蓄电池箱
在电池组件上的标准做法一直将每个电池的极板在一个单独的,硬质橡胶罐子,罐子被设置在木箱或情况。 每六伏电池因而具有四个容器。 当一个木箱时,由橡胶制成的罐子,或其他一些无孔,耐酸材料是必要的。
| 木箱已经相当好标准化作为对各种木材使用,尺寸,结构特点,并在一定程度上,该手柄。 两者的木箱和铁把手的缺点是,它们不耐酸。 耐酸漆保护它们免受酸的作用在一定程度上,但涂料容易刮掉,露出木材和铁的酸的作用。 它实际上是不可能的,以防止酸到达壳体和把手,和腐蚀手柄和腐烂情况是相当常见的。 |
修理工不应忽视的单件容器的可能性。 在弥补出租蓄电池,或在更换旧的情况下,单件容器可以被有利地使用。 这些容器都适合无线电电池,因为他们有一个整洁的外观比木箱,而不是因为可能损坏地板或家具,因为酸可以不通过他们渗入。
泰坦电池沿标准线建设,尽可能的情况下,极板,隔板,和瓶子的关注。 没有布置成直角,但电网的肋被布置为如图所示。 293。活性物质的每种沉淀是通过在网格上的相对的面的对角肋支承。
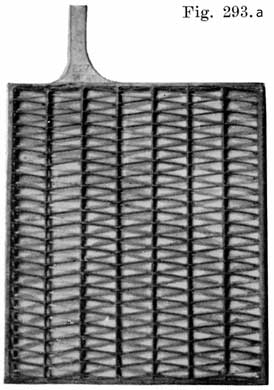
泰坦邮政印章如图所示。 293。柔软的橡胶垫片(G)滑过的职位,并在休息后在肩膀上(F)。 罩具有装配在密封垫片,并防止密封垫从被挤压出来的地方,当盖被强制向下放在垫圈的沟道。 后有两个突起(DD),如图所示,其中每一个的下表面是倾斜成一角度的水平。 一种锁紧螺母,(H),其具有相应的突起(IJ)滑过交于(0)示出,并且被赋予了四分之一圈。 在锁定螺母的突起的顶部表面是倾斜的,并作为防松螺母被转动时,上发表的文章和螺母的突起卡合,所述盖向下压在垫圈(G)。 以锁定螺母,锁紧垫圈(L),然后滑过后,该预测(MM)装修成的空间(KK)在文章和螺母上的突起之间,从而防止螺母转动。 一个特殊的扳手配的转动锁止螺母。 细胞连接器休息的锁紧垫圈的顶部,并保持他们在的地方。描述在328至374页泰坦电池的检修应该做的。